


联系我们

国标DN900球墨铸铁管-国标DN900球墨铸铁管按需定制
更新时间:2024-12-29 16:15:06 浏览次数:1 公司名称:聊城 鹏瑞管业有限公司
| 最小起订 | 1支 |
|---|---|
| 质量等级 | 合格品 |
| 是否厂家 | 厂家 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 鹏瑞 |
| 产品规格 | DN100-2600 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 产品型号 | DN100-2600 |
| 可售卖地 | 全国发货 |
| 产品重量 | 吨 |
| 产品颜色 | 黑色等 |
| 质保时间 | 1年 |
| 适用领域 | 市政工地供水排水等 |
| 是否进口 | 否 |
| 质量认证 | 国标 |



球墨铸铁管件母体端部设有承接宽口或法兰盘,其特征在于:管件母体的内壁设有厚度为1500—2400微米的聚氯乙烯或聚乙烯内衬涂层,聚氯乙烯或聚乙烯内衬涂层对应承接宽口的一端位于承接宽口的内边界处,或法兰盘外侧面也设有聚氯乙烯或聚乙烯内衬涂层且与管件母体内壁的内衬涂层连续过渡。用于与CN7U公开的球墨铸铁管配套使用,符合饮用水标准,内衬层不易脱落,保证与管材的密封效果,增强耐腐蚀性和抗冲击性,提高安装效率。 1、由于球墨铸铁管件母体内壁设有厚度为1500—2400微米的聚氯乙烯或聚乙烯内衬涂层,则与CN7U公开的球墨铸铁管配合,实现管路内表面光洁度高,管路内径空间放大,在同等用水量的基础上降低铺设管径,实现投入成本的降低,同时有效的解决了传统球墨铸铁管管件不易附着衬层、养生时间过长且受地域环境影响的问题,克服了附着力不强、衬层易脱落及衬层脱落造成管线及计量表的堵塞的缺陷。 2、为了适应管件的结构和使用环境,内衬涂层厚度设为1500—2400微米,超过了CN7U公开的球墨铸铁管件内聚氯乙烯或聚乙烯内衬涂层的厚度,以此增强了管件的耐腐蚀性和抗冲击性。 3、由于内衬涂层对应承接宽口的一端位于承接宽口的内边界处,留出了承接宽口内放置密封胶圈的空间,保证了管件连接的密封性。 4、由于法兰盘外侧面也设有聚氯乙烯或聚乙烯内衬涂层且与球墨铸铁管件母体内壁的内衬涂层连续过渡,替代了在法兰管件连接过程中在其侧面放置的密封垫,在保证了密封效果的情况下,简化了安装步骤,节省了安装时间,同时聚氯乙烯或聚乙烯内衬涂层的耐腐蚀性能加强了密封效果,达到了双层保护的目的。
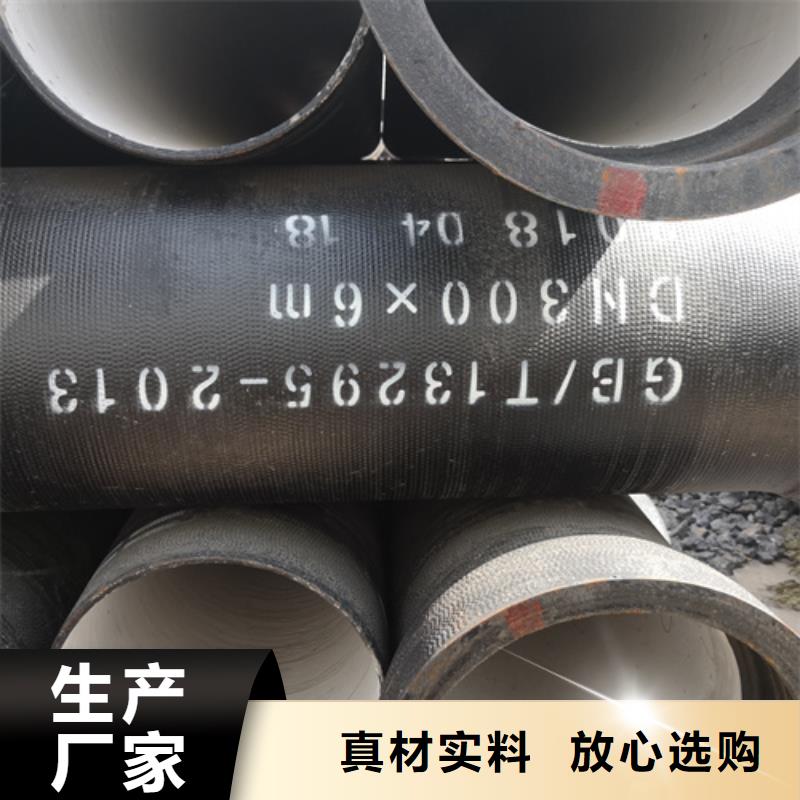
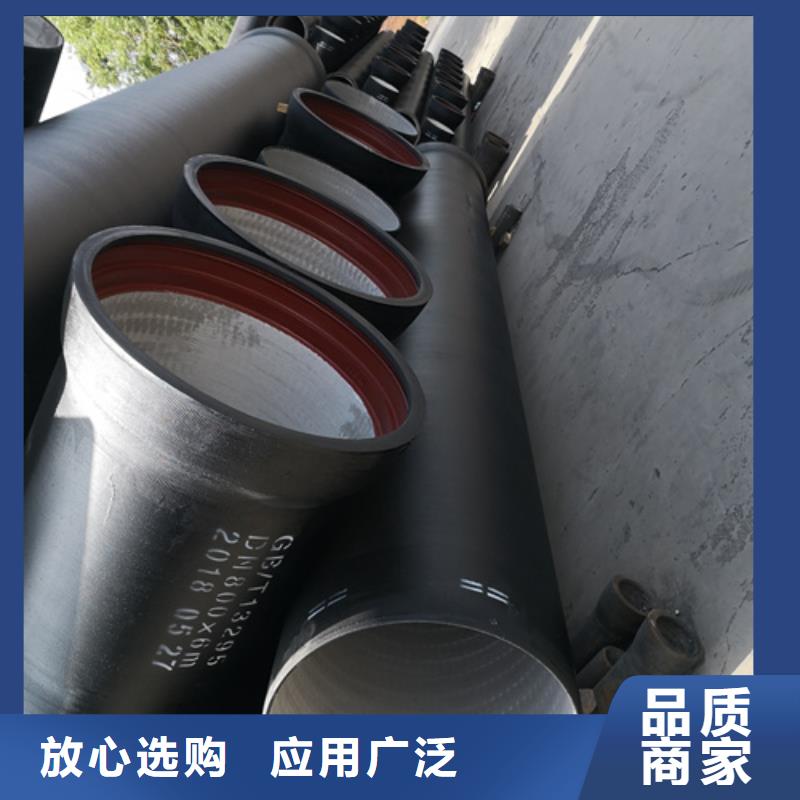
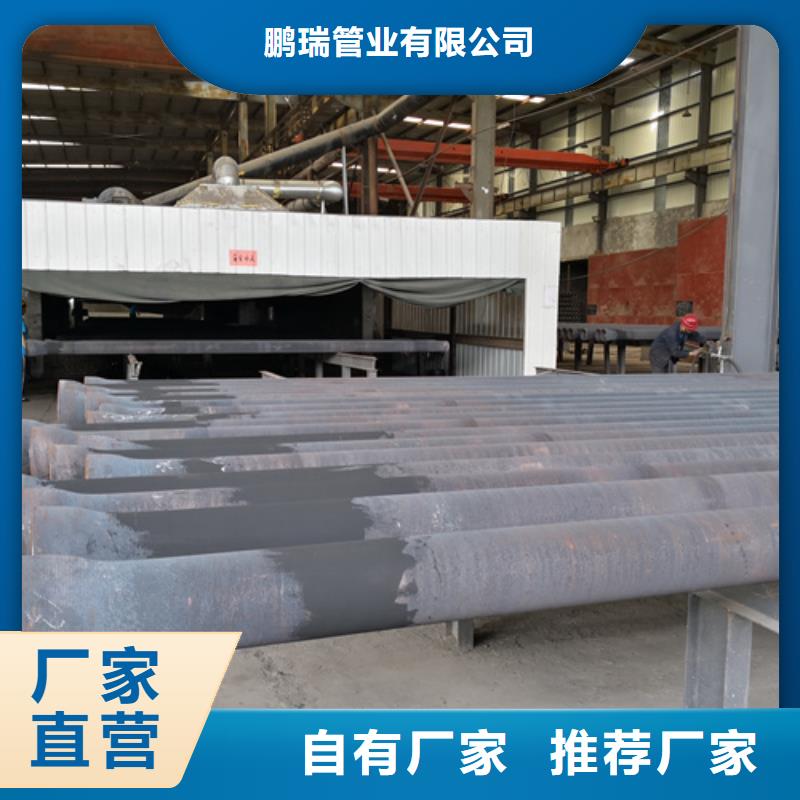
<果洛>鹏瑞管业有限公司 果洛国标DN900球墨铸铁管-国标DN900球墨铸铁管按需定制球墨铸铁管他还具有抗外压性,可以降低管床于保护层制作要求,球墨铸铁管使管道铺内设既经济是又可靠;另外,外喷锌、喷沥的青漆、内衬水泥等发措施保证了铸管内、外抗腐蚀性。我公司的喷锌质量,每平方米的管道的小喷锌量为130g,沥青漆的厚度是不低于70μm,水泥砂浆内衬质量符合里ISO4179的规定,保证砂浆坚固密室、光滑、附着力强。 我司球墨铸铁管标准产品技术标准本公司所以产的球墨铸铁管采用水冷金属型离心浇注工艺,按照ISO2531标准生产的K9级、T型承插式发接口管道。1、外防腐 喷锌整条管材外表面作喷锌防腐处理——执行ISO8179标准喷锌量大于130克/平方米。 防腐漆在管材外表面作喷锌防腐处理的基础上再喷防腐漆——执行ISO8179标准防腐漆厚度大于70um,采用高氯化树脂漆。2、球墨铸铁管管材内表面是涂覆水泥沙才浆衬里—执行ISO4179标准,采用水就洗沙、高抗硫水发泥为原料。 3、接口用密封胶圈所采人用的材料为耐疲劳强度极高的天然头发橡胶——执行ISO4633或GB13295标准。

鹏瑞球墨铸铁管随着凝固温度范围的变窄,合金的热裂倾向变小,恒温凝固的共晶成分的合金不容易形成热裂。热裂形成于铸件凝固时期,但并不意味着铸件凝固时必然产生热裂。主要取决于铸件凝固时期的热应力和收缩应力。铸件凝固区域固相晶粒骨架中的热应力,易使铸件产生热裂或皮下热裂;外部阻碍因素造成的收缩应力,则是铸件产生热裂的主要条件。处于凝固状态的铸件外壳,其线收缩受到砂芯、型砂、铸件表面同砂型表面摩擦力等外部因素阻碍,外壳中就会有收缩应力(拉应力),铸件热节,特别是热节处尖角所形成的外壳较薄,就成为收缩应力集中的地方,铸件容易在这些地方产生热裂。热裂纹产生的原因体现在工艺和铸件结构方面其中有:铸件壁厚不均匀,内角太小;搭接部位分叉太多,铸件外框、肋板等阻碍铸件正常收缩;浇冒口系统阻碍铸件正常收缩,如浇冒口靠近箱带或浇冒口之间型砂强度很高,限制了铸件的自由收缩;冒口太小或太大;合金线收缩率太大;合金中低熔点相形成元素超标,铸钢铸铁中硫、磷含量高;铸件开箱落砂过早,冷却过快。
